Hydro projekteerib ja toodab kohandatud alumiiniumist ekstrusioonivorme ja tööriistu igas suuruses ja keerukusastmega profiilidele. Alates esialgsest konsultatsioonist ja simulatsioonist kuni vormide korrigeerimise ja lõpliku valideerimiseni optimeerime iga vormi, et stabiliseerida mõõtmed, vähendada praaki ja lühendada käivitusaega.

Meie stantsimisinsenerid ühendavad CAD-modelleerimise, voolu simulatsiooni ja pressikogemuse, et kujundada ekstrusioonitööriistu, mis tagavad ühtlase ja kvaliteetse profiili. Valime iga rakenduse jaoks sobivad tööriistaterased ning rakendame stantsimistöö eluea pikendamiseks kuum- ja pinnatöötlust. Pärast tootmist valideerime toimivust esmase kontrolli ja pressi kontrollitud käivitamise abil.
Kogenud alumiiniumist ekstrusioonvormide tootjana projekteerib ja toodab Hydro nii vorme ise. Samuti teeme koostööd sõltumatute tööriistatootjatega, kui projekti nõuded seda nõuavad. Meie eesmärk on igal juhul vorm, mis saavutab tolerantsi eesmärgid esimesel tootmispartiil ja hoiab meetrihinna madalal kogu oma kasutusea jooksul.
Tööriistamaterjalid: tööriistaterased, mis on valitud jämeduse, kulumiskindluse ning konkreetse sulami ja profiili nõuete järgi.
Kuumtöötlus: kontrollitud termiline töötlemine ühtlaste mõõtmete, stabiilsuse ja pikema eluea saavutamiseks.
Pinnatöötlus: nitrideerimine, nitrokarbureerimine, CVD- ja PVD-katted vastavalt profiili geomeetriale ja sulamile.
Stantsi korrigeerimine: vajadusel iteratiivne häälestamine katseekstrusiooni andmete põhjal, et saavutada kokkulepitud tolerantsi ja pinnaviimistluse eesmärgid
Ava strateegiad: üheõõnsus keskmiste ja suurte sektsioonide jaoks; mitmeõõnsus (kuni 16) väikeste profiilide jaoks
Valideerimine: esimese profiili kontroll ja mõõtmete kontroll kokkulepitud tolerantside ja pinnaviimistluse suhtes enne täielikku tootmist.
Konsultatsioon: vaadake üle oma joonised, sulami valik, pressi suurus ja tootmismahud.
Projekteerimine: CAD/stantsi projekteerimine, õõnsuste strateegia, pressi plaan ja tootlikkuse väljund.
Simuleerimine: voolu ja temperatuuri modelleerimine metalli jaotuse eelbalansseerimiseks.
Tootmine: stantsi täppistöötlus, millele järgneb kuum- ja pinnatöötlus.
Kontroll: esartikli kontrollid ja vajadusel stantside korrigeerimine
Valideerimine: kinnitage mõõtmete stabiilsus, pinnaviimistlus ja dokumenteerige optimaalsed sätted järgmise tootmispartii jaoks.
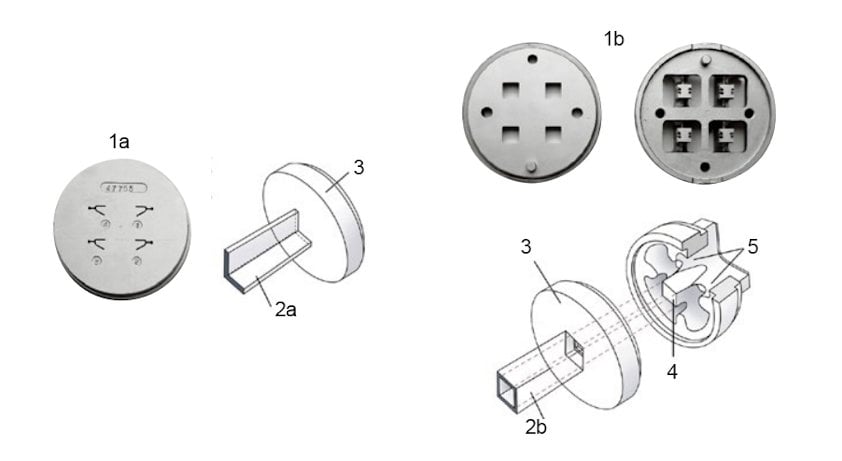
Alumiiniumi ekstrusioonivormid jagunevad kahte peamisse klassi: täis- ja õõnesprofiilid. Täisprofiile toodetakse lameda kettakujulise vormi abil. Vormi õõnsus freesitakse soovitud ristlõike suuruseks ja kuumutatud toorik pressitakse otse sellest läbi. Õõnesprofiilide jaoks on vaja kaheosalist vormi. Sisemist õõnsust vormiv torn toetub sillakonstruktsioonile. Ekstrusiooni ajal voolab alumiinium ümber silla ja keevitab end teisel pool uuesti, moodustades õõnsa kuju. Vormi välimine osa kujundab profiili väliskontuuri. Vormi eluiga sõltub peamiselt kasutatavast terasest, profiili seina paksusest, ekstrudeeritavast sulamist ja soovitud pinnakvaliteedist. Keerukamad profiilid ja kõvemad sulamid põhjustavad üldiselt vormi kiiremat kulumist.
Die maksumus sõltub mitmest tegurist ja Hydro annab teie vajaduste põhjal projektipõhise hinnapakkumise. Peamiste kulutegurite mõistmine aitab teil projekti ulatust piiritleda ja teha teadlikke otsuseid projekteerimisfaasis.
Profiili keerukus: Kriitilised ristlõiked, millel on kitsad tolerantsid, sügavad kanalite/tahvli suhe, erinevad seinapaksused ja kõrge pinnaviimistlus, nõuavad rohkem projekteerimisaega ja täpsemat töötlemist.
Sektsiooni suurus: Suuremad profiilid vajavad suuremaid stantse ja rohkemat tööriistaterast, samas kui väga väikeste ja kergete profiilide puhul on pressiliini minimaalse väljumiskaalu saavutamiseks vaja mitmeõõnsusi.
Õõnsuste arv: mitme õõnsusega stantsid (kuni 16 ava) aitavad suurendada WP/M-i (kaal meetri kohta), kui profiil on väike ja kerge. See tagab pressimisliinil hea tootlikkuse ja pikendab stantsi eluiga.
Sulamite ja presside nõuded: kõvemad sulamid ja suuremad ekstrusioonisuhted suurendavad stantsi kulumist suurema soojuse tekke tõttu, mis võib vajada kõrgema klassi tööriistaterast, lämmastikjahutust või täiendavat pinnatöötlust.
Kuum- ja pinnatöötlus: nitrideerimine, CVD- või PVD-katted pikendavad eluiga, kuid suurendavad algset investeeringut.
Stantsi korrigeerimine: lõplike joonisootuste saavutamiseks on mõnikord vaja interaktiivseid kohandusi või peenhäälestust pärast katse-/tootmispartiisid, eriti keerukate/kriitiliste profiilide puhul.
Suured ja keskmise suurusega profiilid pressitakse läbi üheõõnsusega stantsi, et kontrollida voolu ja säilitada ranged tolerantsid. Väiksemad profiilid võivad läbida kuni 16 avaga mitmeõõnsusi, suurendades läbilaskevõimet mahu korral. Meie insenerid hindavad pressi tonnaaži, sulamit, geomeetriat ja allavoolu käitlemist, et soovitada õiget õõnsuste arvu ja tasakaalustada voolu avade vahel, et saavutada järjepidevad tulemused.
Ekstrusioonvormid töödeldakse karastatud tööriistaterasest, mis on valitud kõrge kulumiskindluse ja termilise stabiilsuse tagamiseks. Konkreetne klass sõltub ekstrudeeritavast sulamist ja eeldatavast tootmismahust. Kuumtöötlus ja pinnakatted, näiteks nitrideerimine või CVD, pikendavad veelgi vormi eluiga.
Väikeste, sümmeetriliste profiilide jaoks saame konstrueerida mitme õõnsusega stantse kuni 16 avaga. Õõnsuste arv sõltub profiili geomeetriast, pressi tonnaažist ja järgnevatest käitlemisvõimalustest. Mitme õõnsusega stantsid suurendavad läbilaskevõimet, tootes iga pressimiskäigu kohta mitu profiili.
Täisprofiile toodetakse lameda, kettakujulise stantsi abil, millel on üks töödeldud õõnsus. Õõnesprofiilide jaoks on vaja kaheosalist stantsi: sillale toetatud spind kujundab sisemise õõnsuse, välimine stants aga väliskontuuri. Alumiinium voolab ümber silla ja ühineb ekstrusiooni ajal uuesti, moodustades õõnesprofiili. Õõnesstantside projekteerimine ja tootmine on keerukam, mis kajastub nii maksumuses kui ka teostusajas.
Jah. Pärast prooviekstrusioone teostame matriitside korrektsiooni, et peenhäälestada metalli voolavust ja saavutada tolerantsieesmärke. Samuti määrame ja rakendame pinnatöötlusi, sealhulgas nitrideerimist, nitrokarburaatimist, CVD- ja PVD-katteid, lähtudes profiilist, sulamist ja eeldatavast tootmismahust.
Stantsi maksumus sõltub profiili keerukusest, sektsiooni suurusest, õõnsuste arvust, sulamivajadusest, vajalikust tööriistaterase klassist ning kuum- või pinnatöötlusest. Lihtsad täisprofiilid maksavad vähem kui keerulised õõnesprofiilid. Mitme õõnsusega stantsidel on kõrgem alghind, kuid need võivad mahus meetri tootmiskulusid vähendada. Projektispetsiifilise hinnapakkumise saamiseks võtke meiega ühendust.









