Lorsque vous choisissez l'aluminium d' Hydro, il est solide, léger, durable et performant sur le plan climatique, ce qui vous permet de participer à un avenir plus brillant et plus durable. Notre stratégie climatique consiste à réduire nos émissions de CO2 de 30 % d'ici 2030. Notre aluminium peut également vous aider à atteindre vos objectifs.
Énergie
Hydro est à la pointe de la transition énergétique depuis 1905, transformant les industries et les sociétés grâce à l'énergie renouvelable. Aujourd'hui, nous sommes les pionniers de la transition vers l'aluminium durable grâce aux énergies renouvelables et aux nouvelles solutions énergétiques.
Développement durable
Nous voulons contribuer à la transition juste et verte en produisant de manière responsable, en créant des solutions circulaires et en produisant de l'aluminium à zéro émission d'ici 2050 ou avant.
Carrières
Chez Hydro, nous plaçons nos collaborateurs au centre de nos actions. En soutenant le développement de nos employés sur le plan professionnel et personnel, nous créons une communauté de collègues avec un objectif commun : résoudre les défis les plus urgents de nos secteurs.
Investisseurs
Nous sommes une entreprise leader dans le domaine de l'aluminium et des énergies renouvelables qui crée des opportunités commerciales depuis plus d'un siècle en développant des produits, des solutions et des industries qui répondent aux besoins et aux demandes mondiales. Nous fournissons de l'aluminium bas carbone à des clients du monde entier et proposons des solutions d'énergie renouvelable aux industries qui souhaitent produire de manière plus écologique.
Médias
Vous préparez un reportage sur l’aluminium ou les énergies renouvelables ? Vous trouverez ici plus d’informations sur Hydro, ses actualités, ses contacts médias, ainsi que des images.
À propos d’Hydro
Hydro est une entreprise leader dans le domaine de l’aluminium et des énergies renouvelables qui développe des entreprises et des partenariats pour un avenir plus durable. Elle emploie 32 000 personnes dans plus de 140 sites et 40 pays.
Hydro conçoit et fabrique des filières et des outillages sur mesure pour l'extrusion aluminium pour des profilés de toutes dimensions et de tous niveaux de complexité. De la consultation initiale à la simulation, en passant par la correction des filières et la validation finale, nous optimisons chaque filière pour stabiliser les dimensions, réduire les déchets et réduire le temps de montée en cadence.
Conception et fabrication de filières pour l'extrusion
Nos ingénieurs conçoivent des outillages pour l'extrusion combinant modélisation CAO, simulation d'écoulement et expérience sur presse pour produire des profilés homogènes et de haute qualité. Nous sélectionnons les outils en acier adaptés à chaque application et appliquons des traitements thermiques et de surface pour prolonger la durée de vie des filères. Après fabrication, nous validons les performances par un contrôle du premier article et une montée en puissance maîtrisée sur votre presse.
En tant que fabricant expérimenté de filières pour nos profilés extrudés, Hydro conçoit et fabrique ses filières en interne. Nous collaborons également avec des outilleurs indépendants lorsque les exigences d'un projet l'exigent. Notre objectif est de fournir une filière respectant les tolérances dès la première production et de minimiser le coût au mètre tout au long de sa durée de vie.
Nos capacités
Matériaux d'outillage : aciers à outils sélectionnés pour leur dureté, leur résistance à l'usure et les exigences spécifiques de l'alliage et du profil.
Traitement thermique : traitement thermique contrôlé pour des dimensions uniformes, une stabilité accrue et une durée de vie prolongée de la matrice.
Traitement de surface : nitruration, nitrocarburation, revêtements CVD et PVD selon les besoins de la géométrie du profil et de l’alliage.
Correction de la filière : réglage itératif si nécessaire, basé sur les données d’extrusion d’essai, afin de respecter les tolérances et les objectifs de finition de surface convenus.
Stratégies d'ouverture : cavité unique pour les sections moyennes et grandes ; cavités multiples (jusqu'à 16) pour les petits profils
Validation : inspection du premier profil et contrôle dimensionnel par rapport aux tolérances et à la finition de surface convenues avant la production en série.
Notre processus
Consultation : examen de vos plans, du choix de l'alliage, de la taille de la presse et des volumes de production.
Conception : Conception CAO/matrice, stratégie de cavité, plan de presse et production de productivité.
Simulation : modélisation des flux et des températures pour pré-équilibrer la distribution des métaux.
Fabrication : usinage de précision de la matrice, suivi de traitements thermiques et de surface.
Contrôle : vérifications du premier article et correction des matrices si nécessaire
Valider : confirmer la stabilité dimensionnelle, l'état de surface et documenter les paramètres optimaux pour la prochaine production.
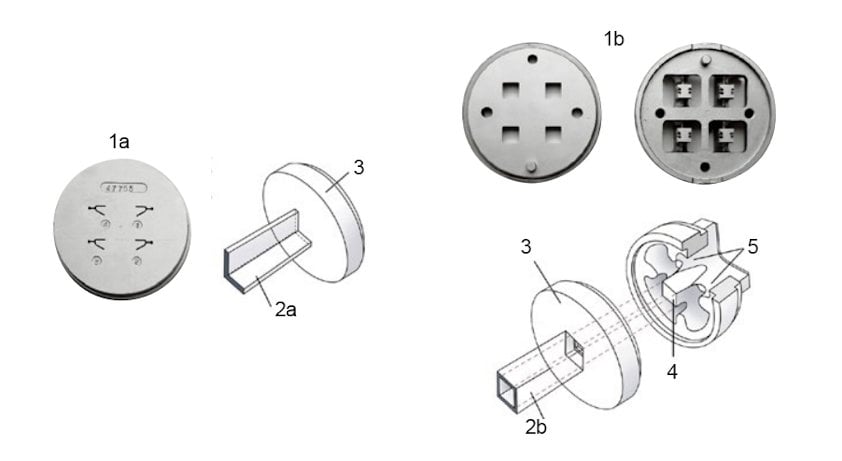
Deux types de filières d'extrusion : tubulaires et plates
Il existe deux grandes catégories de filières : tubulaires et plates. Les profilés tubulaires sont produits à l'aide d'une filière plate en forme de disque. La cavité de la filière est usinée pour correspondre à la section transversale souhaitée, et la billette chauffé y est pressée directement. Les profilés plats nécessitent une filière en deux parties. Le mandrin, qui forme la cavité interne, est supporté par une structure en pont. Lors de l'extrusion, l'aluminium s'écoule autour du pont et se ressoude de l'autre côté, formant ainsi la cavité. La partie extérieure de la filière façonne le contour extérieur du profilé. La durée de vie de la filière dépend principalement de l'acier utilisé, de l'épaisseur de paroi du profilé, de l'alliage extrudé et de la qualité de surface souhaitée. Les profilés plus complexes et les alliages plus durs entraînent généralement une usure plus rapide de la filière.
Quels sont les facteurs qui influencent le coût d'une filière d'extrusion sur mesure ?
Le coût dépend de plusieurs facteurs, et Hydro vous fournira un devis personnalisé en fonction de vos besoins. Comprendre les principaux facteurs de coût vous permettra de mieux définir le périmètre de votre projet et de prendre des décisions éclairées dès la phase de conception.
Quels sont les facteurs qui influencent le coût d'une filière d'extrusion sur mesure ?
Complexité du profilé : Les sections transversales critiques avec des tolérances serrées, un rapport canaux/languettes profond, des épaisseurs de paroi variables et un état de surface élevé nécessitent plus de temps de conception et un usinage plus précis.
Dimension des sections : Les profilés plus grands nécessitent des filères plus grandes avec davantage d’acier à outils, tandis que les profilés très petits et légers bénéficient de matrices multicavités afin de respecter le poids de sortie minimal de la ligne de presse.
Nombre d'empreintes : les filières multi-empreintes (jusqu'à 16 ouvertures) permettent d'augmenter le poids par mètre pour les profilés petits et légers. Ceci assure une bonne productivité sur la ligne de presse et une durée de vie optimale de la filières.
Exigences relatives aux alliages et aux presses : les alliages plus durs et les taux d’extrusion plus élevés augmentent l’usure de la filièreen raison d’une génération de chaleur plus importante, ce qui peut nécessiter un acier à outils de qualité supérieure, un refroidissement à l’azote ou des traitements de surface supplémentaires.
Traitements thermiques et de surface : la nitruration, les revêtements CVD ou PVD prolongent la durée de vie mais augmentent l’investissement initial.
Correction de la filière : des ajustements itératifs ou une mise au point après les essais/séries de production sont parfois nécessaires pour atteindre les attentes finales du dessin, en particulier pour les profilés complexes/critiques.
Les profilés de grande et moyenne taille sont pressés à travers unematrice à cavité unique afin de contrôler le flux et de garantir des tolérances serrées. Les profilés plus petits peuvent être pressés à travers des filières multicavités comportant jusqu'à 16 ouvertures, ce qui augmente le débit en grande série. Nos ingénieurs évaluent la force de pressage, l'alliage, la géométrie et les opérations de traitement en aval afin de recommander le nombre de cavités optimal et d'équilibrer le flux entre les ouvertures pour des résultats constants.
Questions fréquentes sur les filières
Les filières sont usinées à partir d'aciers à outils trempés, sélectionnés pour leur haute résistance à l'usure et leur stabilité thermique. La nuance d'acier dépend de l'alliage extrudé et du volume de production prévu. Les traitements thermiques et les traitements de surface, tels que la nitruration ou le dépôt chimique en phase vapeur (CVD), prolongent la durée de vie des filières.
Pour les profilés petits et symétriques, nous pouvons concevoir des filières multicavités comportant jusqu'à 16 ouvertures. Le nombre de cavités dépend de la géométrie du profilé, de la force de pressage et des capacités de traitement en aval. Les filières multicavités augmentent la productivité en produisant plusieurs profilés par course de presse.
Les profilés tubulaires sont produits à l'aide d'une filière plate en forme de disque comportant une seule cavité usinée. Les profilés plats nécessitent une filière en deux parties : un mandrin supporté par un pont façonne la cavité interne, tandis que la filière externe façonne le contour externe. L'aluminium s'écoule autour du pont et se réunit lors de l'extrusion pour former la section plate. La conception et la fabrication des filières plates sont plus complexes, ce qui se répercute sur les coûts et les délais de production.
Oui. Après les essais d'extrusion, nous procédons à la correction de la filière afin d'optimiser le flux de métal et de respecter les tolérances. Nous spécifions et appliquons également les traitements de surface, notamment la nitruration, la nitrocarburation, le dépôt chimique en phase vapeur (CVD) et le dépôt physique en phase vapeur (PVD), en fonction du profilé, de l'alliage et du volume de production prévu.
Le coût des filières dépend de la complexité du profilé, de la section, du nombre d'empreintes, des exigences en matière d'alliage, de la nuance d'acier à outils requise et des traitements thermiques ou de surface. Les profilés tubulaires simples coûtent moins chers que les sections plates complexes. Les filières multi-empreintes ont un coût initial plus élevé, mais permettent de réduire le coût de production au mètre pour les grandes séries. Contactez-nous pour obtenir un devis personnalisé.