Quando scegli l'alluminio di Hydro, è forte, leggero, durevole ed efficiente dal punto di vista climatico, rendendoti parte di un futuro più smart e sostenibile. La nostra strategia climatica consiste nel ridurre le nostre emissioni di CO2 del 30% entro il 2030. Il nostro alluminio può aiutare anche te a raggiungere i tuoi obiettivi.
Energia
Dal 1905 Hydro è all'avanguardia nella transizione energetica, trasformando industrie e società grazie alle energie rinnovabili. Oggi siamo pionieri nella transizione verso l'alluminio più sostenibile grazie alle energie rinnovabili e alle nuove soluzioni energetiche.
Sostenibilità
Vogliamo contribuire alla transizione equa ed ecologica attraverso una produzione responsabile, creando soluzioni circolari e fornendo alluminio a zero emissioni nette entro il 2050 o prima.
Carriera
Un mondo di opportunità per studenti, laureati e professionisti. Una cultura dell'apprendimento fatta di sfide, responsabilità e varietà. Un ambiente di lavoro amichevole di professionisti competenti. Collaboriamo con prospettive diverse per sviluppare un' industria che conta, per un futuro più sostenibile. Con noi, sei parte di una storia più grande. Una storia disegnata da te.
Investitori
Siamo un'azienda leader nel settore dell'alluminio e dell'energia rinnovabile che crea opportunità da più di un secolo sviluppando prodotti, soluzioni e mercati che rispondono a esigenze e richieste globali. Forniamo alluminio a basse emissioni di carbonio a clienti in tutto il mondo e offriamo soluzioni di energia rinnovabile alle industrie che vogliono alimentare la produzione in modo più sostenibile.
Media
State lavorando a una storia sull'alluminio? Comunicati stampa, foto, storie, fatti e cifre: qui troverete tutto ciò che vi serve.
Informazioni su Hydro
Hydro è un'azienda leader nel settore dell'alluminio e delle energie rinnovabili che crea imprese e partnership per un futuro più sostenibile. Abbiamo 32.000 dipendenti in oltre 140 sedi e 40 Paesi.
Matrici di estrusione di alluminio realizzate su misura
Hydro progetta e produce stampi e attrezzature per estrusione di alluminio su misura per profili di tutte le dimensioni e livelli di complessità. Dalla consulenza iniziale, passando dalla simulazione fino all'eventuale correzione dello stampo e alla validazione finale, ottimizziamo ogni matrice per stabilizzare le dimensioni, ridurre gli scarti e accorciare i tempi di avvio della produzione.
Progettazione e produzione di matrici per estrusioni
I nostri ingegneri specializzati in stampi combinano la modellazione CAD, la simulazione del flusso e l'esperienza sul campo per progettare attrezzature di estrusione che producano profili uniformi e di alta qualità. Selezioniamo acciai per utensili adatti a ciascuna applicazione e applichiamo trattamenti termici e superficiali per prolungare la durata degli stampi. Dopo la produzione, convalidiamo le prestazioni con una campionatura.
In qualità di produttore esperto di stampi per estrusioni di alluminio, Hydro progetta e costruisce gli stampi internamente. Collaboriamo anche con fabbri indipendenti quando le esigenze del progetto lo richiedono. Il nostro obiettivo in ogni caso è quello di realizzare uno stampo che raggiunga le tolleranze previste fin dalla prima produzione e che mantenga bassi i costi per l'intera la sua durata.
Le nostre capacità
Materiali per utensili: acciai per utensili selezionati per durezza, resistenza all'usura e requisiti specifici della lega e del profilo.
Trattamento termico: processo termico controllato per ottenere dimensioni uniformi, stabilità e una maggiore durata dello stampo.
Trattamento superficiale: nitrurazione, nitrocarburazione, rivestimenti CVD e PVD a seconda della geometria del profilo e della lega.
Correzione della matrice: messa a punto iterativa, se necessario, in base ai dati di estrusione di prova per soddisfare le tolleranze e gli obiettivi di finitura superficiale concordati.
Strategie di apertura: cavità singola per sezioni medie e grandi; cavità multiple (fino a 16) per profili di piccole dimensioni.
Validazione: ispezione del primo profilo e controllo dimensionale rispetto alle tolleranze concordate e alla finitura superficiale prima della produzione in serie.
Il nostro processo
Consulenza: revisione dei disegni, selezione della lega, dimensioni della pressa e volumi di produzione.
Progettazione: progettazione CAD/stampo, strategia di cavità, piano di stampa e output di produttività.
Simulazione: modellazione del flusso e della temperatura per il pre-bilanciamento della distribuzione del metallo.
Produzione: lavorazione di precisione dello stampo, seguita da trattamenti termici e superficiali.
Controllo: verifiche del primo articolo e correzione dello stampo secondo necessità.
Validazione: verificare la stabilità dimensionale, la finitura superficiale e documentare le impostazioni ottimali per la successiva produzione.
Due tipologie di matrici per estrusione: piene e cave
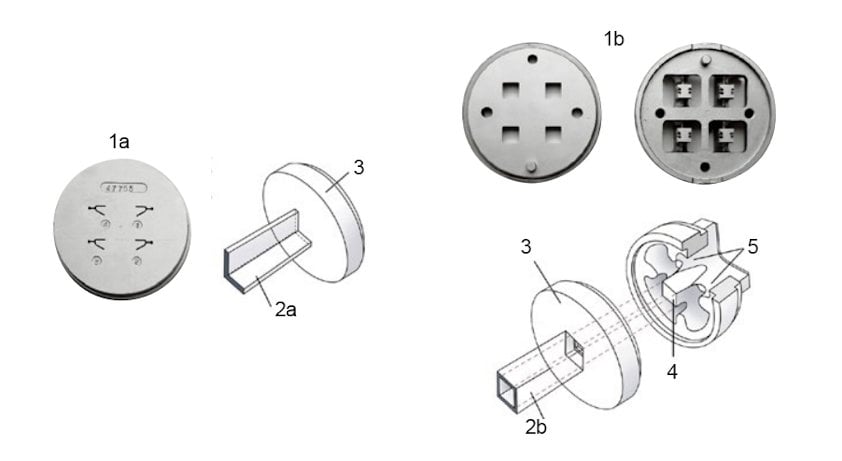
Esistono due tipologie principali di matrici per estrusione di alluminio: piene e cave. I profili pieni vengono prodotti utilizzando una matrice piatta a forma di disco. La cavità della matrice viene lavorata per adattarsi alla sezione trasversale desiderata e il lingotto riscaldato viene pressato direttamente attraverso di essa. I profili cavi richiedono una matrice in due parti. Il mandrino, che forma la cavità interna, è supportato da una struttura a ponte. Durante l'estrusione, l'alluminio fluisce attorno al ponte e si risalda sull'altro lato, formando la forma cava. La parte esterna della matrice modella il contorno esterno del profilo.
La durata della matrice dipende principalmente dall'acciaio utilizzato, dallo spessore della parete del profilo, dalla lega estrusa e dalla qualità superficiale desiderata. Profili più complessi e leghe più dure generalmente comportano un'usura più rapida della matrice.
1a: Matrice per profili pieni. 1b: Matrice per profili cavi. 2a: Profilo pieno 2b: Profilo cavo. 3: Matrice 4: Mandrino 5: Ponte.
Quali fattori influenzano il costo di uno stampo per estrusione personalizzato?
Il costo degli stampi dipende da diversi fattori e Hydro fornirà un preventivo specifico per il progetto in base alle vostre esigenze. Comprendere i principali fattori che incidono sul costo vi aiuterà a definire l'ambito del progetto e a prendere decisioni informate durante la fase di progettazione.
What affects the cost of a custom extrusion die?
Profile complexity: Critical cross-sections with tight tolerances, deep channels/tongue ratio, varying wall thicknesses and high surface finish require more design time and more precise machining.
Section size: Larger profiles need larger dies with more tool steel, while very small, light profiles benefit from multi-cavity dies in order to meet the minimum exit weight for the press-line.
Number of cavities: multi-cavity dies (up to 16 openings) help to increase the WP/M (weight per meter) when the profile is small and light. This gives good productivity at the press-line and maintains a good die life.
Alloy and press demands: harder alloys and higher extrusion ratios increase wear on the die due to higher heat generation, which may require higher-grade tool steel, nitrogen cooling or additional surface treatments.
Heat and surface treatments: nitriding, CVD or PVD coatings extend life but add to the initial investment.
Die correction: interative adjustments, or fine tuning after trial/production runs are sometimes needed to reach final drawing expectations, particularly for complex/critical profiles.
I profili di grandi e medie dimensioni vengono pressati attraverso unamatrice a cavità singola per controllare il flusso e mantenere tolleranze ristrette. I profili più piccoli possono essere lavorati attraverso matrici a cavità multiple con un massimo di 16 aperture, aumentando la produttività a parità di volume. I nostri ingegneri valutano il tonnellaggio della pressa, la lega, la geometria e la gestione a valle per raccomandare il numero di cavità più adatto e bilanciare il flusso tra le aperture per ottenere risultati costanti.
Domande frequenti sulle matrici di estrusione
Extrusion dies are machined from hardened tool steels chosen for high wear resistance and thermal stability. The specific grade depends on the alloy being extruded and the expected production volume. Heat treatment and surface coatings such as nitriding or CVD further extend die life.
For small, symmetric profiles, we can design multi-cavity dies with up to 16 openings. The number of cavities depends on profile geometry, press tonnage and downstream handling capabilities. Multi-cavity dies increase throughput by producing several profiles per press stroke.
Solid profiles are produced using a flat, disc-shaped die with a single machined cavity. Hollow profiles require a two-part die: a mandrel supported on a bridge shapes the internal cavity, while the outer die shapes the external contour. The aluminium flows around the bridge and rejoins during extrusion to form the hollow section. Hollow dies are more complex to design and manufacture, which is reflected in cost and lead time.
Yes. After trial extrusions, we perform die correction to fine-tune metal flow and meet tolerance targets. We also specify and apply surface treatments, including nitriding, nitrocarburization, CVD and PVD coatings, based on the profile, alloy and expected production volume.
Die cost depends on profile complexity, section size, number of cavities, alloy demands, required tool steel grade, and heat or surface treatments. Simple solid profiles cost less than complex hollow sections. Multi-cavity dies have a higher initial cost but can lower per-meter production cost at volume. Contact us for a project-specific quote.