Wenn Sie sich für Aluminium von Hydro entscheiden, ist es stark, leicht, langlebig und klimaeffizient und macht Sie zum Teil einer intelligenteren und nachhaltigeren Zukunft. Unsere Klimastrategie sieht vor, unsere CO2-Emissionen bis 2030 um 30 % zu senken. Unser Aluminium kann auch Ihnen helfen, Ihre Ziele zu erreichen.
Energie
Hydro steht seit 1905 an der Spitze der Energiewende und hat mit erneuerbaren Energien Industrien und Gesellschaften verändert. Heute leisten wir Pionierarbeit bei der Umstellung auf grünes Aluminium durch erneuerbare Energien und neue Energielösungen.
Nachhaltigkeit
Wir wollen durch eine verantwortungsvolle Produktion, die Schaffung von Kreislauflösungen und die Bereitstellung von Netto-Null-Aluminium bis 2050 oder früher zu einem gerechten und grünen Übergang beitragen.
Karriere
Bei Hydro stellen wir unsere Mitarbeitenden in den Mittelpunkt unseres Handelns. Wir unterstützen die berufliche und persönliche Weiterentwicklung unserer Mitarbeiter*innen und fördern damit eine Gemeinschaft von Kolleg*innen, die ein gemeinsames Ziel verfolgt: Sich den wichtigsten Herausforderungen unserer Branche zu stellen.
Investoren
Wir sind ein führendes Unternehmen in den Bereichen Aluminium und erneuerbare Energien, das seit mehr als einem Jahrhundert Geschäftsmöglichkeiten schafft, indem es Produkte, Lösungen und Branchen entwickelt, die den globalen Bedürfnissen und Anforderungen entsprechen. Wir liefern emissionsarmes Aluminium an Kunden auf der ganzen Welt und bieten Lösungen für erneuerbare Energien für Branchen, die ihre Produktion umweltfreundlicher gestalten wollen.
Medien
Egal ob Pressemitteilungen, Fotos, Storys, Fakten und Zahlen: Hier finden Sie alles, was Sie brauchen.
Über Hydro
Hydro ist ein führendes Unternehmen für Aluminium und erneuerbare Energien, das Unternehmen und Partnerschaften für eine nachhaltigere Zukunft aufbaut. Wir beschäftigen 32.000 Mitarbeiter an mehr als 140 Standorten in 40 Ländern.
Für die Herstellung kundenspezifischer Aluminium-Extrusionswerkzeuge arbeitet Hydro mit erfahrenen und qualifizierten Werkzeugherstellern zusammen. Von der ersten Beratung und Simulation über die technische Abstimmung und Werkzeugkorrektur bis hin zur finalen Validierung steuern wir den gesamten Prozess und stellen sicher, dass jedes Werkzeug optimal auf die Anforderungen des Profils und der Prozessparameter abgestimmt ist.
Konstruktion und Fertigung von Extrusionswerkzeugen
Für jede Anwendung definieren wir in der DACH-Region die technischen Anforderungen und arbeiten mit ausgewählten, erfahrenen Werkzeugherstellern zusammen, die die Fertigung der Werkzeuge übernehmen. Dabei achten wir auf die Auswahl geeigneter Werkzeugstähle sowie passender Wärme- und Oberflächenbehandlungen, um eine lange Werkzeugstandzeit zu gewährleisten.
Nach der Fertigung begleiten wir die Validierung durch Erstmusterprüfung und kontrollierten Hochlauf an der Presse. Während des gesamten Projekts bleibt Hydro Ihr zentraler Ansprechpartner. Wir übernehmen die technische Abstimmung, das Qualitätsmanagement und die Kommunikation mit dem Werkzeughersteller, sodass Sie alle Leistungen aus einer Hand erhalten.
Dank unserer langjährigen Erfahrung in der Entwicklung von Aluminium-Extrusionswerkzeugen stellen wir sicher, dass jedes Werkzeug optimal auf den jeweiligen Produktionsprozess abgestimmt ist. Unser Ziel ist es, Werkzeuge bereitzustellen, die die Toleranzvorgaben bereits im ersten Produktionslauf erfüllen und die Kosten pro Meter über die gesamte Lebensdauer niedrig halten.
Unsere Kompetenzen
Werkzeugwerkstoffe: Werkzeugstähle, ausgewählt nach Härte, Verschleißfestigkeit und den Anforderungen der jeweiligen Legierung und des Profils
Wärmebehandlung: kontrollierte thermische Bearbeitung für gleichmäßige Abmessungen, Stabilität und eine verlängerte Lebensdauer der Matrize.
Oberflächenbehandlung: Nitrieren, Nitrokarburieren, CVD- und PVD-Beschichtungen entsprechend den Anforderungen der Profilgeometrie und der Legierung.
Werkzeugkorrektur: bei Bedarf iterative Feinabstimmung auf Basis von Testextrusionsdaten, um die vereinbarten Toleranz- und Oberflächengütevorgaben zu erfüllen
Matrizenkonzeption: Ein-Kavitäten-Matrizen für mittlere und große Querschnitte; Mehrfach-Kavitäten-Matrizen (bis zu 16) für kleine Profile
Validierung: Prüfung des ersten Profils und Maßkontrolle anhand der vereinbarten Toleranzen und Oberflächengüte vor Beginn der Serienproduktion.
Unser Prozess
Beratung: Überprüfung Ihrer Zeichnungen, der Legierungsauswahl, der Pressgröße und der Produktionsmengen.
Konstruktion: CAD-/Formkonstruktion, Kavitätsstrategie, Pressplan und Produktivitätsauswertung.
Simulation: Strömungs- und Temperaturmodellierung zur Vorab-Optimierung der Metallverteilung.
Fertigung: Präzisionsbearbeitung der Form, gefolgt von Wärmebehandlung und Oberflächenbehandlung.
Kontrolle: Erstmusterprüfung und gegebenenfalls Korrektur des Werkzeugs
Validierung: Überprüfung der Maßhaltigkeit und Oberflächengüte sowie Dokumentation der optimalen Einstellungen für den nächsten Produktionslauf.
Es gibt zwei Arten von Strangpresswerkzeugen: Voll- und Hohlwerkzeuge.
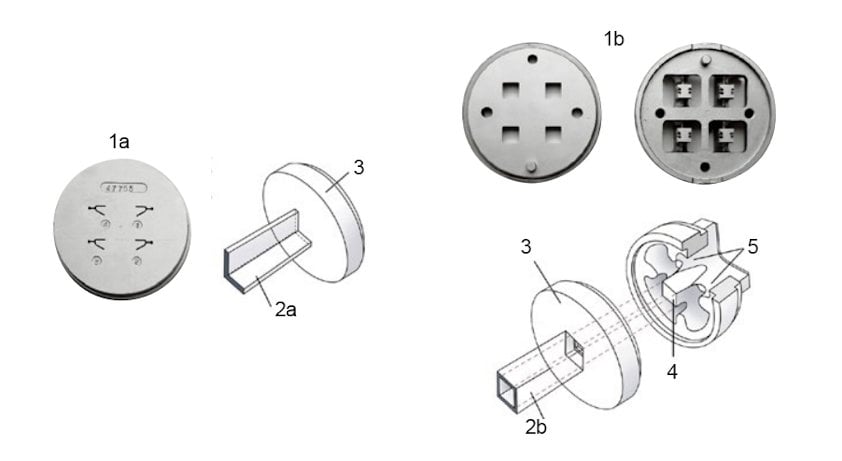
Vollprofile werden mit einer flachen, scheibenförmigen Matrize hergestellt. Der Matrizenhohlraum wird entsprechend dem gewünschten Querschnitt bearbeitet, und der erhitzte Strang wird direkt durch diesen gepresst. Hohlprofile erfordern eine zweiteilige Matrize. Der Dorn, der den inneren Hohlraum formt, wird von einer Brückenkonstruktion getragen. Während des Strangpressvorgangs fließt das Aluminium um die Brücke herum und verschweißt sich auf der anderen Seite wieder, wodurch die Hohlform entsteht. Der äußere Teil der Matrize formt die Außenkontur des Profils. Die Lebensdauer der Matrize hängt hauptsächlich vom verwendeten Stahl, der Komplexität des Profils, der zu extrudierenden Legierung und der gewünschten Oberflächenqualität ab. Anspruchsvollere Profile und härtere Legierungen führen in der Regel zu einem schnelleren Verschleiß der Matrize.
1a: Matrize für Vollprofile. 1b: Matrize für Hohlprofile. 2a: Vollprofil. 2b: Hohlprofil. 3: Matrize. 4: Dorn. 5: Steg.
Was beeinflusst die Kosten eines kundenspezifischen Extrusionswerkzeugs?
Die Werkzeugkosten hängen von verschiedenen Faktoren ab, und Hydro erstellt Ihnen ein projektspezifisches Angebot, das auf Ihre Anforderungen zugeschnitten ist. Das Verständnis der wichtigsten Kostentreiber hilft Ihnen, Ihr Projekt abzugrenzen und in der Entwurfsphase fundierte Entscheidungen zu treffen.
Was beeinflusst die Kosten eines kundenspezifischen Extrusionswerkzeugs?
Profilkomplexität: Kritische Querschnitte mit engen Toleranzen, tiefe Kanäle/Zungenverhältnis, variierende Wandstärken und hohe Oberflächengüte erfordern mehr Konstruktionszeit und eine präzisere Bearbeitung.
Profilgröße: Größere Profile benötigen größere Werkzeuge mit mehr Werkzeugstahl, während sehr kleine, leichte Profile von Mehrfachwerkzeugen profitieren, um das Mindestausgangsgewicht für die Presslinie zu erreichen.
Anzahl der Kavitäten: Mehrfachkavitätenwerkzeuge (bis zu 16 Öffnungen) tragen bei kleinen und leichten Profilen zur Steigerung des Gewichts pro Meter (WP/M) bei. Dies sorgt für eine hohe Produktivität an der Presslinie und verlängert die Werkzeugstandzeit.
Anforderungen an Legierung und Pressung: Härtere Legierungen und höhere Extrusionsverhältnisse erhöhen den Verschleiß der Matrize aufgrund der stärkeren Wärmeentwicklung, was den Einsatz von höherwertigem Werkzeugstahl, Stickstoffkühlung oder zusätzlichen Oberflächenbehandlungen erforderlich machen kann.
Wärmebehandlung und Oberflächenbehandlungen: Nitrieren, CVD- oder PVD-Beschichtungen verlängern die Lebensdauer, erhöhen aber die anfänglichen Investitionskosten.
Werkzeugkorrektur: Um die endgültigen Zeichnungserwartungen zu erfüllen, sind manchmal iterative Anpassungen oder Feinabstimmungen nach Test-/Produktionsläufen erforderlich, insbesondere bei komplexen/kritischen Profilen.
Große und mittelgroße Profile werden durch ein Einkavitätenwerkzeug gepresst,um den Materialfluss zu steuern und enge Toleranzen einzuhalten. Kleinere Profile können durch Mehrkavitätenwerkzeuge mit bis zu 16 Öffnungen geführt werden, wodurch der Durchsatz bei größeren Stückzahlen erhöht wird. Unsere Ingenieure analysieren Presskraft, Legierung, Geometrie und Weiterverarbeitung, um die optimale Kavitätenanzahl zu empfehlen und den Materialfluss über die Öffnungen hinweg für gleichbleibende Ergebnisse zu optimieren.
Häufig gestellte Fragen zu Extrusionswerkzeugen
Extrusionswerkzeuge werden aus gehärteten Werkzeugstählen gefertigt, die aufgrund ihrer hohen Verschleißfestigkeit und thermischen Stabilität ausgewählt werden. Die spezifische Stahlsorte hängt von der zu extrudierenden Legierung und dem erwarteten Produktionsvolumen ab. Wärmebehandlung und Oberflächenbeschichtungen wie Nitrieren oder CVD verlängern die Werkzeugstandzeit zusätzlich.
Für kleine, symmetrische Profile können wir Mehrfachwerkzeuge mit bis zu 16 Öffnungen konstruieren. Die Anzahl der Kavitäten hängt von der Profilgeometrie, der Presskraft und den nachgelagerten Verarbeitungsmöglichkeiten ab. Mehrfachwerkzeuge erhöhen den Durchsatz, da sie mehrere Profile pro Presshub produzieren.
Vollprofile werden mithilfe einer flachen, scheibenförmigen Matrize mit einem einzigen bearbeiteten Hohlraum hergestellt. Hohlprofile erfordern eine zweiteilige Matrize: Ein auf einem Steg gelagerter Dorn formt den inneren Hohlraum, während die äußere Matrize die äußere Kontur formt. Das Aluminium fließt um den Steg und verbindet sich während des Extrusionsprozesses wieder, um den Hohlquerschnitt zu bilden. Hohlprofile sind komplexer in der Konstruktion und Fertigung, was sich in höheren Kosten und längeren Lieferzeiten niederschlägt.
Die Werkzeugkosten hängen von der Profilkomplexität, dem Querschnitt, der Anzahl der Kavitäten, den Legierungsanforderungen, der benötigten Werkzeugstahlgüte sowie von Wärme- oder Oberflächenbehandlungen ab. Einfache Vollprofile sind günstiger als komplexe Hohlprofile. Mehrfachkavitätenwerkzeuge haben zwar höhere Anschaffungskosten, können aber bei größeren Stückzahlen die Produktionskosten pro Meter senken. Kontaktieren Sie uns für ein individuelles Angebot.