Accepteer cookies om deze inhoud te bekijken
Cookie-instellingen
Hydro ontwerpt en produceert op maat gemaakte aluminium extrusiematrijzen en gereedschappen als onderdeel van de productie van aluminium profielen van alle afmetingen en complexiteitsniveaus. Van de eerste consultatie en simulatie tot matrijscorrectie en eindvalidatie: wij optimaliseren elke matrijs om afmetingen te stabiliseren, uitval te verminderen en de aanlooptijd te verkorten.

Onze matrijseningenieurs combineren CAD-modellering, stromingssimulatie en praktijkervaring op de pers om extrusiegereedschap te ontwerpen dat consistente, hoogwaardige profielen levert. Wij selecteren gereedschapsstalen die zijn afgestemd op elke toepassing en passen warmte- en oppervlaktebehandelingen toe om de levensduur van de matrijs te verlengen. Na de productie valideren we de prestaties met een first-article inspectie en een gecontroleerde opstart op uw pers.
Als ervaren fabrikant van aluminium extrusiematrijzen ontwerpt en vervaardigt Hydro matrijzen volledig in eigen huis. We werken ook samen met onafhankelijke gereedschapsmakers wanneer de projectvereisten daarom vragen. In elk geval is ons doel een matrijs die al bij de eerste productierun de tolerantiedoelen haalt en de kosten per meter laag houdt gedurende de volledige levensduur.
Gereedschapsmaterialen: gereedschapsstalen geselecteerd op hardheid, slijtvastheid en de specifieke eisen van de legering en het profiel.
Warmtebehandeling: gecontroleerde thermische verwerking voor uniforme afmetingen, stabiliteit en een langere matrijslevensduur.
Oppervlaktebehandeling: nitreren, nitrocarbureren, CVD- en PVD-coatings, afgestemd op de profielgeometrie en legering.
Matrijscorrectie: iteratieve afstelling indien nodig, op basis van proefextrusiegegevens, om de overeengekomen tolerantie- en oppervlakteafwerkingsdoelen te halen.
Openingsstrategieën: enkelholte voor middelgrote en grote profielen; meerholte (tot 16) voor kleine profielen.
Validatie: inspectie van het eerste profiel en maatcontrole aan de hand van de overeengekomen toleranties en oppervlakteafwerking, voorafgaand aan de volledige productie.
Consultatie: beoordeling van uw tekeningen, legeringskeuze, persgrootte en productievolumes.
Ontwerp: CAD/matrijsontwerp, holtestrategie, persplan en productiviteitsoutput.
Simulatie: stroom- en temperatuurmodellering voor het vooraf balanceren van de metaalverdeling.
Productie: precisieverspaning van de matrijs, gevolgd door warmte- en oppervlaktebehandelingen.
Controle: first-article controles en matrijscorrectie indien nodig.
Validatie: bevestiging van de maatvastheid en oppervlakteafwerking, en documentatie van de optimale instellingen voor de volgende productierun.
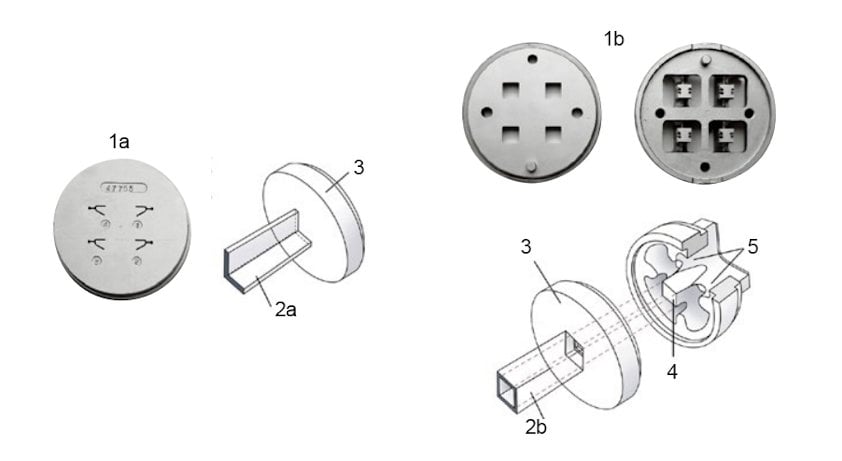
Er zijn twee hoofdtypen extrusiematrijzen voor aluminium: massief en hol. Massieve profielen worden geproduceerd met een vlakke, schijfvormige matrijs. De matrijsholte wordt gefreesd naar de gewenste dwarsdoorsnede, en de verhitte bout wordt er rechtstreeks doorheen geperst. Holle profielen vereisen een tweedelige matrijs. De doorn, die de inwendige holte vormt, wordt ondersteund door een brugconstructie. Tijdens het extrusieproces stroomt het aluminium om de brug heen en versmeldt aan de andere kant opnieuw, waardoor de holle vorm ontstaat. Het buitenste deel van de matrijs bepaalt het externe contour van het profiel.
De levensduur van een matrijs hangt voornamelijk af van het gebruikte staal, de wanddikte van het profiel, de legering die wordt geëxtrudeerd en de gewenste oppervlaktekwaliteit. Complexere profielen en hardere legeringen leiden over het algemeen tot snellere slijtage van de matrijs.
De matrijskosten hangen af van verschillende factoren, en Hydro brengt op basis van uw vereisten een projectspecifieke offerte uit. Inzicht in de belangrijkste kostenfactoren helpt u uw project af te bakenen en weloverwogen beslissingen te nemen tijdens de ontwerpfase.
Complexiteit van het profiel: Kritische dwarsdoorsneden met nauwe toleranties, diepe groeven/tongverhouding, variërende wanddiktes en een hoge oppervlaktekwaliteit vereisen meer ontwerptijd en nauwkeurigere bewerking.
Sectiegrootte: Grotere profielen vereisen grotere matrijzen met meer gereedschapsstaal, terwijl zeer kleine, lichte profielen baat hebben bij matrijzen met meerdere holtes om te voldoen aan het minimale uitgangsgewicht voor de perslijn.
Aantal holtes: matrijzen met meerdere holtes (tot 16 openingen) helpen de WP/M (gewicht per meter) te verhogen bij kleine en lichte profielen. Dit zorgt voor een goede productiviteit aan de perslijn en een lange levensduur van de matrijs.
Eisen aan legering en pers: hardere legeringen en hogere extrusieverhoudingen verhogen de slijtage van de matrijs door de toegenomen warmteontwikkeling, wat mogelijk hoogwaardiger gereedschapsstaal, stikstofkoeling of aanvullende oppervlaktebehandelingen vereist.
Warmte- en oppervlaktebehandelingen: nitreren, CVD- of PVD-coatings verlengen de levensduur, maar verhogen de initiële investering.
Matrijscorrectie: iteratieve aanpassingen, of fijnafstelling na proef-/productieruns, zijn soms nodig om aan de uiteindelijke tekeningseisen te voldoen, met name voor complexe/kritische profielen.
Grote en middelgrote profielen worden geperst via een enkelholte-matrijs om de stroming te beheersen en nauwe toleranties te handhaven. Kleinere profielen kunnen worden geproduceerd met meerholte-matrijzen met tot wel 16 openingen, waardoor de doorvoer bij grote volumes toeneemt. Onze ingenieurs evalueren de perstonnagemogelijkheden, legering, geometrie en nabewerking om het juiste aantal holtes aan te bevelen en de stroming over de openingen te balanceren voor consistente resultaten.
Extrusiematrijzen worden gefreesd uit gehard gereedschapsstaal, geselecteerd op hoge slijtvastheid en thermische stabiliteit. De specifieke staalsoort hangt af van de te extruderen legering en het verwachte productievolume. Warmtebehandeling en oppervlaktecoatings zoals nitreren of CVD verlengen de levensduur van de matrijs verder.
Voor kleine, symmetrische profielen kunnen we matrijzen met meerdere holtes ontwerpen met maximaal 16 openingen. Het aantal holtes is afhankelijk van de profielgeometrie, het persvermogen en de mogelijkheden voor verdere nabewerking. Matrijzen met meerdere holtes verhogen de doorvoer doordat er meerdere profielen per persslag geproduceerd kunnen worden.
Holle profielen vereisen een tweedelige matrijs: een doorn op een brugconstructie vormt de inwendige holte, terwijl de buitenste matrijs het externe contour bepaalt. Het aluminium stroomt om de brug heen en versmeldt tijdens het extrusieproces opnieuw om het holle profiel te vormen. Holle matrijzen zijn complexer om te ontwerpen en te vervaardigen, wat tot uiting komt in de kosten en doorlooptijd.
Ja. Na proefextrusies voeren wij matrijscorrecties uit om de metaalstroming nauwkeurig af te stellen en de tolerantiedoelen te halen. Wij specificeren en passen ook oppervlaktebehandelingen toe, waaronder nitreren, nitrocarbureren, CVD- en PVD-coatings, afgestemd op het profiel, de legering en het verwachte productievolume.
De kosten van een matrijs zijn afhankelijk van de complexiteit van het profiel, de sectiegrootte, het aantal holtes, de legeringseisen, de vereiste gereedschapsstaalkwaliteit en warmte- of oppervlaktebehandelingen. Eenvoudige massieve profielen zijn goedkoper dan complexe holle profielen. Matrijzen met meerdere holtes hebben een hogere aanschafprijs, maar kunnen bij grote volumes de kosten per meter verlagen. Neem contact met ons op voor een projectspecifieke offerte.









