Hydro suunnittelee ja valmistaa räätälöityjä alumiiniprofiilityökaluja kaiken kokoisille ja eriasteisen monimutkaisille profiileille. Prosessi kattaa koko ketjun alkukartoituksesta ja simuloinnista aina työkalun hienosäätöön ja lopulliseen validointiin asti. Jokainen työkalu optimoidaan varmistamaan mittatarkkuus, minimoimaan materiaalihukka ja nopeuttamaan tuotannon käynnistystä.

yökalusuunnittelijamme yhdistävät CAD-mallinnuksen, virtaussimuloinnin ja käytännön kokemuksia puristimella suunnitellakseen profiilityökaluja, jotka tuottavat tasalaatuisia ja korkealaatuisia profiileja. Valitsemme kuhunkin käyttökohteeseen parhaiten soveltuvat työkaluteräkset sekä hyödynnämme lämpö- ja pintakäsittelyjä työkalujen käyttöiän pidentämiseksi. Suorituskyky varmistetaan ensimmäisen kappaleen tarkastuksella sekä hallitulla tuotannon käynnistämisellä tarkoitukseen parhaiten soveltuvalla puristimella.
Kokeneena profiilityökalujen valmistajana Hydro suunnittelee ja valmistaa työkalut itse. Tarvittaessa teemme yhteistyötä myös itsenäisten työkalutoimittajien kanssa projektin vaatimusten mukaisesti. Tavoitteenamme on aina kehittää työkalu, joka täyttää toleranssivaatimukset jo ensimmäisessä tuotantoajossa ja pitää kustannukset metriä kohden alhaisina koko käyttöikänsä ajan.
Työkalumateriaalit: työkaluteräkset valitaan kovuuden, kulutuskestävyyden sekä kyseisen seoksen ja profiilin vaatimusten mukaan
Lämpökäsittely: hallittu lämpökäsittely tasaisen mittatarkkuuden, vakauden ja pidemmän työkalun käyttöiän varmistamiseksi
Pintakäsittely: nitraus, nitrokarburointi sekä CVD- ja PVD-pinnoitteet profiilin muodon ja seoksen vaatimusten mukaan
Työkalun säätö: tarvittaessa toistuva hienosäätö koekäytön perusteella sovittujen toleranssi- ja pintalaatutavoitteiden saavuttamiseksi
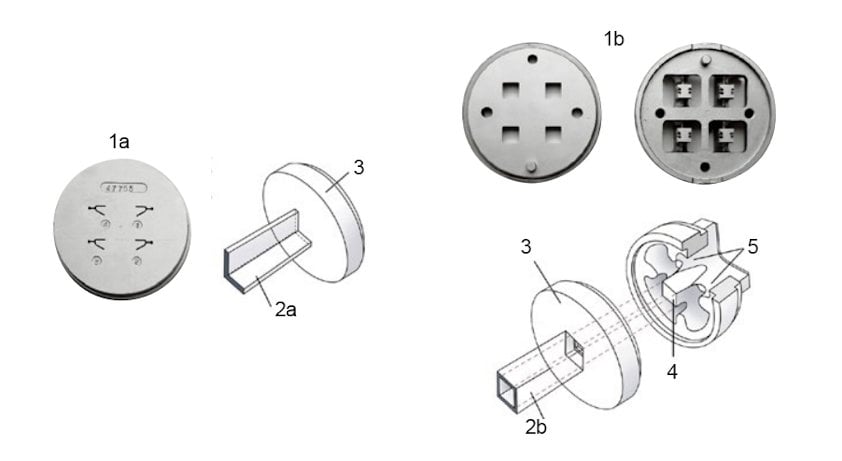
Aukotusstrategiat: yksireikäinen työkalu keskisuurille ja suurille profiileille; monireikäinen työkalu (jopa 16) pienille profiileille
Validointi: ensimmäisen profiilin ja mittojen tarkistus sovittujen toleranssien ja pintalaadun suhteen ennen tuotannon aloittamista
Konsultointi: käymme läpi piirustuksenne, seosvalinnan, puristimen koon ja tuotantomäärät
Suunnittelu: CAD-ja työkalusuunnittelu, työkalun reikien sijoittelu, pursotussuunnitelma ja tuotantoteho
Simulointi: virtaus- ja lämpötilamallinnus alumiinin virtausjakauman tasapainottamiseksi
Valmistus: työkalun tarkkuuskoneistus, sekä lämpö- ja pintakäsittelyt
Valvonta: ensimmäisen kappaleen tarkastukset ja työkalun hienosäätö tarvittaessa
Validointi: mittatarkkuuden ja pinnanlaadun varmistaminen sekä optimaalisten asetusten dokumentointi seuraavaa tuotantoerää varten
Alumiinin pursotuksessa käytetään kahta päätyyppiä työkaluja: umpinaisia ja onttoja. Umpinaiset profiilit valmistetaan litteällä, levymäisellä työkalulla. Työkalun pesä koneistetaan halutun poikkileikkauksen mukaiseksi, ja kuumennettu aihio pursotetaan suoraan sen läpi. Onttojen profiilien valmistukseen tarvitaan kaksiosainen työkalu. Sisäonteloa muotoileva tuurna on tuettu siltarakenteeseen. Pursotuksen aikana alumiini virtaa sillan ympäri ja sulautuu uudelleen sen toisella puolella muodostaen onton muodon. Työkalun ulompi osa muotoilee profiilin ulkomuodon. Työkalun käyttöikä riippuu pääasiassa käytetystä teräksestä, profiilin seinämän paksuudesta, pursotettavasta seoksesta ja halutusta pinnanlaadusta. Monimutkaisemmat profiilit ja kovemmat seokset kuluttavat työkalua yleensä nopeammin.
Työkalukustannukset riippuvat useista tekijöistä, ja Hydro antaa aina projektikohtaisen tarjouksen vaatimustenne perusteella. Keskeisten kustannustekijöiden ymmärtäminen auttaa määrittelemään projektin laajuuden ja tekemään perusteltuja päätöksiä suunnitteluvaiheessa.
Profiilin monimutkaisuus: Vaativat poikkileikkaukset, tiukat toleranssit, syvät kanavat/ponttisuhde, vaihtelevat seinämäpaksuudet ja korkeat pinnan laatuvaatimukset edellyttävät enemmän suunnitteluaikaa sekä tarkempaa koneistusta.
Profiilin koko: Suuremmat profiilit vaativat isommat työkalut ja enemmän työkaluterästä. Hyvin pienille ja kevyille profiileille käytetään usein monireikäisiä työkaluja, jotta saavutetaan riittävä ulostulopaino puristimelle.
Reikien määrä: Monireikäiset työkalut (jopa 16) kasvattavat painoa metriä kohden (WP/M), kun profiili on pieni ja kevyt. Tämä parantaa puristimen tuottavuutta ja tukee hyvää työkalun käyttöikää.
Seos- ja pursotusvaatimukset: Kovemmat seokset ja suuret pursotussuhteet lisäävät työkalun kulumista korkeamman lämpökuorman vuoksi. Tämä saattaa edellyttää laadukkaampaa työkaluterästä, typpijäähdytystä tai lisäpintakäsittelyjä.
Lämpö- ja pintakäsittelyt: Nitraus, CVD- tai PVD-pinnoitteet pidentävät työkalun käyttöikää, mutta lisäävät alkuinvestointia.
Työkalun korjaukset: Toistuvat säädöt ja hienosäätö koe- tai tuotantoajojen jälkeen ovat joskus tarpeen, jotta lopulliset piirustusvaatimukset täyttyvät – erityisesti monimutkaisten tai kriittisten profiilien kohdalla.
Suuret ja keskikokoiset profiilit pursotetaan yksireikäisen työkalun läpi virtauksen hallitsemiseksi ja tiukkojen toleranssien varmistamiseksi. Pienemmät profiilit voidaan valmistaa monireikäisellä työkalulla, joissa on jopa 16 reikää, mikä kasvattaa tuotantokapasiteettia sarjatuotannossa. Insinöörimme arvioivat puristusvoiman, seoksen, muodon ja jälkikäsittelyn suositellakseen sopivan reikämäärän ja varmistaakseen tasaisen virtauksen reikien välillä tasalaatuisen lopputuloksen saavuttamiseksi.
Pursotustyökalut valmistetaan karkaistusta työkaluteräksestä, joka on valittu sen korkean kulutuskestävyyden ja lämmönkestävyyden perusteella. Teräslaatu valitaan pursotettavan seoksen ja odotetun tuotantomäärän mukaan. Lämpökäsittely ja pintakäsittelyt, kuten nitraus tai CVD-pinnoitus, pidentävät työkalun käyttöikää entisestään.
Pienille ja symmetrisille profiileille voidaan suunnitella monireikäisiä työkaluja, joissa on jopa 16 reikää. Reikien lukumäärä riippuu profiilin muodosta, puristusvoimasta sekä jatkokäsittelyn vaatimuksista. Monireikäiset työkalut lisäävät tuotantotehokkuutta, sillä ne tuottavat useita profiileja yhdellä puristusiskulla.
Kiinteät profiilit valmistetaan tasaisella, levymäisellä työkalulla, jossa on yksi koneistettu reikä. Onttoprofiilit sen sijaan vaativat kaksiosaisen työkalun: siltarakenteen tukema tuurna muotoilee sisäontelon, kun taas ulompi työkalu muodostaa profiilin ulkopinnan. Alumiini virtaa sillan ympäri ja yhdistyy uudelleen pursotuksen aikana muodostaen onton rakenteen. Onttotyökalun suunnittelu ja valmistus ovat monimutkaisempia, mikä näkyy kustannuksissa ja toimitusajoissa.
Kyllä. Koepursotusten jälkeen suoritamme työkalun korjauksia metallin virtauksen hienosäätämiseksi ja toleranssivaatimusten saavuttamiseksi. Määritämme ja toteutamme myös pintakäsittelyjä, kuten nitrausta, nitrokarburointia sekä CVD- ja PVD-pinnoitteita, profiilin, seoksen ja odotetun tuotantomäärän perusteella.
Työkalun hinta riippuu profiilin monimutkaisuudesta, poikkileikkauksen koosta, reikien määrästä, seosvaatimuksista, vaaditusta työkaluteräksen laadusta sekä lämpö- tai pintakäsittelyistä. Yksinkertaiset umpiprofiilit ovat edullisempia kuin monimutkaiset ontot profiilit. Monireikäiset työkalut ovat alkuinvestointina kalliimpia, mutta voivat alentaa tuotannon metrihintaa suuremmissa volyymeissa. Ota yhteyttä saadaksesi projektikohtaisen tarjouksen.









