Firma Hydro projektuje i produkuje niestandardowe matryce i narzędzia do wyciskania aluminium dla profili o dowolnych rozmiarach i stopniu złożoności. Od wstępnych konsultacji i symulacji, przez korektę matrycy, po ostateczną walidację, optymalizujemy każdą matrycę, aby ustabilizować wymiary, zredukować ilość odpadów i skrócić czas rozruchu.

Nasi inżynierowie łączą modelowanie CAD, symulację przepływu i doświadczenie w produkcji na prasach, aby projektować narzędzia do wyciskania, które zapewniają powtarzalne, wysokiej jakości profile. Dobieramy stale narzędziowe odpowiednie do każdego zastosowania i stosujemy obróbkę cieplną i powierzchniową, aby wydłużyć żywotność matryc. Po wyprodukowaniu weryfikujemy wydajność, przeprowadzając kontrolę pierwszego wyrobu i kontrolowany rozruch na Państwa prasie.
Jako doświadczony producent matryc do wytłaczania aluminium, Hydro projektuje i buduje matryce we własnym zakresie. Współpracujemy również z niezależnymi partnerami narzędziowymi, gdy specyfika projektu lub wymagania technologiczne wymagają dodatkowego wsparcia i specjalistycznej wiedzy. Naszym celem w każdym przypadku jest przygotowanie matrycy, która już od pierwszego cyklu produkcyjnego zapewnia osiągnięcie wymaganych tolerancji oraz pozwala utrzymać optymalny poziom kosztów przez cały okres jej użytkowania.
Materiały narzędziowe: stale narzędziowe dobrane ze względu na wytrzymałość, odporność na zużycie oraz wymagania konkretnego stopu i profilu
Obróbka cieplna: kontrolowana obróbka cieplna zapewniająca jednorodność wymiarów, stabilność i wydłużoną żywotność matrycy.
Obróbka powierzchni: azotowanie, azotonawęglanie, powłoki CVD i PVD w zależności od geometrii profilu i stopu.
Korekta matrycy: iteracyjne dostrajanie w razie potrzeby na podstawie danych z próbnego wytłaczania w celu spełnienia uzgodnionych tolerancji i docelowych parametrów wykończenia powierzchni
Strategie apertury: pojedyncza komora dla średnich i dużych przekrojów; wielokomorowa (do 16) dla małych profili
Walidacja: wstępna kontrola profilu i wymiarów względem uzgodnionych tolerancji i wykończenia powierzchni przed pełną produkcją.
Konsultacje: przejrzyj swoje rysunki, dobór stopu, rozmiar prasy i wolumeny produkcji.
Projektowanie: projektowanie CAD/wykrojników, strategia dotycząca gniazd prasy, plan prasy i wydajność.
Symulacja: modelowanie przepływu i temperatury w celu wstępnego zrównoważenia dystrybucji metalu.
Produkcja: precyzyjna obróbka mechaniczna matrycy, a następnie obróbka cieplna i powierzchniowa.
Kontrola: kontrole pierwszego artykułu i korekta matrycy w razie potrzeby
Walidacja: potwierdzenie stabilności wymiarowej, wykończenia powierzchni i udokumentowanie optymalnych ustawień dla kolejnego cyklu produkcyjnego.
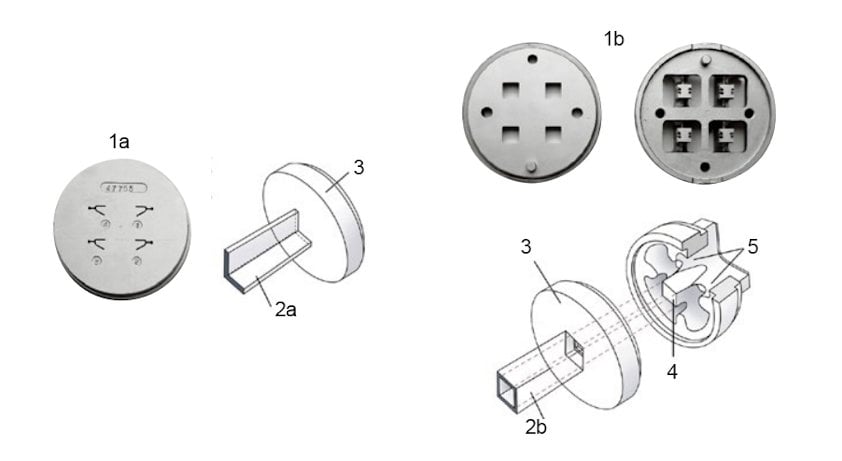
Istnieją dwie główne klasy matryc do wyciskania aluminium: płaskie i komorowe. Profile pełne są produkowane za pomocą płaskiej matrycy w kształcie dysku. Komora matrycy jest obrabiana mechanicznie, aby uzyskać pożądany przekrój, a rozgrzany wlewek jest bezpośrednio przez nią wyciskany. Profile otworowe wymagają dwuczęściowej matrycy. Trzpień, który kształtuje wewnętrzną komorę, jest wsparty na konstrukcji mostkowej. Podczas wyciskania aluminium przepływa wokół mostka i ponownie spawa się po drugiej stronie, formując pusty kształt. Zewnętrzna część matrycy kształtuje zewnętrzny kontur profilu. Żywotność matrycy zależy głównie od użytej stali, grubości ścianki profilu, stopu oraz pożądanej jakości powierzchni. Bardziej złożone profile i twardsze stopy zazwyczaj powodują szybsze zużycie matrycy.
Koszt matrycy zależy od kilku czynników, a Hydro przygotuje indywidualną wycenę projektu, opartą na Państwa wymaganiach. Zrozumienie kluczowych czynników kosztowych pomoże Państwu określić zakres projektu i podejmować świadome decyzje na etapie projektowania.
Profile complexity: Critical cross-sections with tight tolerances, deep channels/tongue ratio, varying wall thicknesses and high surface finish require more design time and more precise machining.
Section size: Larger profiles need larger dies with more tool steel, while very small, light profiles benefit from multi-cavity dies in order to meet the minimum exit weight for the press-line.
Number of cavities: multi-cavity dies (up to 16 openings) help to increase the WP/M (weight per meter) when the profile is small and light. This gives good productivity at the press-line and maintains a good die life.
Alloy and press demands: harder alloys and higher extrusion ratios increase wear on the die due to higher heat generation, which may require higher-grade tool steel, nitrogen cooling or additional surface treatments.
Heat and surface treatments: nitriding, CVD or PVD coatings extend life but add to the initial investment.
Die correction: interative adjustments, or fine tuning after trial/production runs are sometimes needed to reach final drawing expectations, particularly for complex/critical profiles.
Profile o dużych i średnich rozmiarach są wyciskane przez matrycę jednogniazdową, co pozwala kontrolować przepływ i zachować ścisłe tolerancje. Mniejsze profile mogą być wyciskane przez matryce wielogniazdowe z maksymalnie 16 otworami, co zwiększa przepustowość. Nasi inżynierowie oceniają tonaż prasy, stop, geometrię i obsługę w dalszej części procesu, aby zalecić odpowiednią liczbę gniazd i zrównoważyć przepływ w otworach, zapewniając spójne rezultaty.
Extrusion dies are machined from hardened tool steels chosen for high wear resistance and thermal stability. The specific grade depends on the alloy being extruded and the expected production volume. Heat treatment and surface coatings such as nitriding or CVD further extend die life.
For small, symmetric profiles, we can design multi-cavity dies with up to 16 openings. The number of cavities depends on profile geometry, press tonnage and downstream handling capabilities. Multi-cavity dies increase throughput by producing several profiles per press stroke.
Solid profiles are produced using a flat, disc-shaped die with a single machined cavity. Hollow profiles require a two-part die: a mandrel supported on a bridge shapes the internal cavity, while the outer die shapes the external contour. The aluminium flows around the bridge and rejoins during extrusion to form the hollow section. Hollow dies are more complex to design and manufacture, which is reflected in cost and lead time.
Yes. After trial extrusions, we perform die correction to fine-tune metal flow and meet tolerance targets. We also specify and apply surface treatments, including nitriding, nitrocarburization, CVD and PVD coatings, based on the profile, alloy and expected production volume.
Die cost depends on profile complexity, section size, number of cavities, alloy demands, required tool steel grade, and heat or surface treatments. Simple solid profiles cost less than complex hollow sections. Multi-cavity dies have a higher initial cost but can lower per-meter production cost at volume. Contact us for a project-specific quote.









