När du väljer aluminium från Hydro är det starkt, lätt, hållbart och klimateffektivt, vilket gör dig till en del av en smartare och mer hållbar framtid. Vår klimatstrategi är att minska våra koldioxidutsläpp med 30% till 2030. Vårt aluminium kan också hjälpa dig att nå dina mål.
Energi
Hållbarhet
Vi vill bidra till en rättvis och grön omställning genom ansvarsfull produktion, skapa cirkulära lösningar och leverera aluminium utan nettoutsläpp 2050 eller tidigare.
Karriär
På Hydro sätter vi våra medarbetare i centrum för allt vi gör. Genom att stödja våra medarbetares yrkesmässiga och personliga utveckling, stödjer vi en gemenskap av kollegor som arbetar för ett gemensamt mål att lösa våra branschers mest angelägna utmaningar.
Investerare
Vi är ett ledande aluminium- och förnybart energiföretag som har skapat affärsmöjligheter i mer än ett sekel genom att utveckla produkter, lösningar och industrier som tillgodoser globala behov och krav. Vi levererar koldioxidsnål aluminium till kunder över hela världen och erbjuder förnybara energilösningar till industrier som vill driva tillverkningen på ett grönare sätt.
Media
Arbetar du med en berättelse om aluminium eller förnybar energi? Här hittar du mer information om Hydro, nyheter, mediakontakter och bilder.
Om Hydro
Hydro är ett ledande företag inom aluminium och förnybar energi som bygger verksamheter och partnerskap för en mer hållbar framtid. Vi har 32 000 anställda på mer än 140 platser och i 40 länder.
Vi utvecklar och tillverkar kundanpassade pressverktyg för aluminiumprofiler i alla storlekar och komplexitetsnivåer. Från initial rådgivning och simulering till justering och slutlig verifiering optimerar vi varje verktyg för stabila dimensioner, minskat spill och en snabbare uppstart i produktionen.
Våra verktygsingenjörer kombinerar CAD-modellering, flödessimulering och praktisk erfarenhet från presslinjen för att ta fram verktyg som levererar jämna och högkvalitativa profiler.
Vi väljer verktygsstål utifrån varje applikation och använder värme- och ytbehandlingar för att förlänga verktygets livslängd. Efter tillverkning verifierar vi prestandan genom första provkörning och kontrollerad intrimning i pressen.
Vi designar och tillverkar pressverktyg i egen regi, och vid behov samarbetar vi även med externa verktygstillverkare. Målet är alltid ett verktyg som uppnår toleranskraven redan vid första körningen och håller en låg kostnad per meter över hela sin livslängd.
Vår process
Analys: vi går igenom ritningar, legering, presskapacitet och produktionsvolymer
Design: vi tar fram verktygskonstruktion, kavitetsstrategi och produktionsupplägg
Simulering: vi använder flödes- och temperatursimulering för jämn materialfördelning
Tillverkning: vi tillverkar verktyget med precisionsbearbetning följt av värme- och ytbehandling
Kontroll: vi genomför första provkörning och justerar vid behov
Verifiering: vi säkerställer dimensionsstabilitet och ytkvalitet samt dokumenterar optimala inställningar
Vår kapacitet
Verktygsmaterial: vi väljer verktygsstål anpassade för hårdhet, slitstyrka och krav från legering och profilgeometri
Värmebehandling: kontrollerade processer för stabila dimensioner och lång livslängd
Ytbehandling: nitrering, nitrokarburering samt CVD- och PVD-beläggningar beroende på profil och legering
Verktygsjustering: vi fintrimmar verktyget baserat på provpressning för att möta överenskomna toleranser och ytkrav
Kavitetsstrategier: enkelkavitet för medelstora och stora profiler, flerkavitet (upp till 16) för mindre profiler
Verifiering: vi kontrollerar första profil mot mått- och ytkrav innan serietillverkning
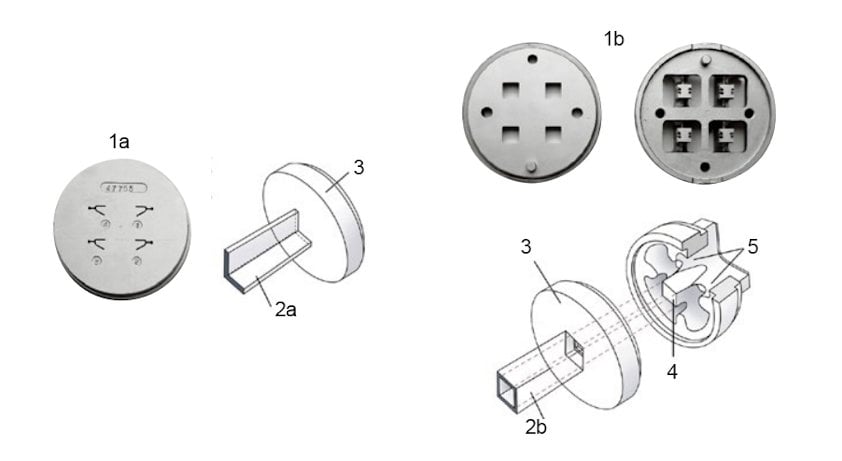
Två typer av pressverktyg: solida och ihåliga
Det finns två huvudklasser av pressverktyg för aluminiumprofiler: solida och ihåliga.
Solida profiler tillverkas med en plan, skivformad matris där öppningen motsvarar profilens tvärsnitt. Det uppvärmda aluminiumgötet pressas direkt genom öppningen.
Ihåliga profiler kräver ett tvådelat verktyg. En dorn formar hålrummet och hålls på plats av en bryggkonstruktion. Under pressningen flyter aluminiumet runt bryggan och svetsas samman igen på andra sidan, vilket skapar den ihåliga formen. Den yttre delen av verktyget formar profilens yttermått.
Verktygets livslängd påverkas främst av stålkvalitet, profilens godstjocklek, vald legering och krav på ytkvalitet. Mer komplexa profiler och hårdare legeringar ger generellt högre slitage.
Kostnaden beror på flera faktorer, och vi tar fram en projektanpassad offert utifrån era krav. Genom att förstå de viktigaste kostnadsdrivarna blir det enklare att fatta rätt beslut tidigt i designfasen.
Vad påverkar kostnaden för ett pressverktyg för strängpressning?
Profilens komplexitet: Komplexa tvärsnitt med snäva toleranser, djupa kanaler och hög tunga-kvot, varierande godstjocklek och höga krav på ytkvalitet kräver mer konstruktionsarbete och mer precis bearbetning av verktyget.
Profilstorlek: Större profiler kräver större verktyg med mer verktygsstål, medan mycket små och lätta profiler ofta körs i flerkavitet för att uppnå tillräcklig utpressningsvikt i presslinjen.
Antal kaviteter: Flerkavitetsverktyg (upp till 16 kanaler) används för små och lätta profiler för att öka vikt per meter (kg/m). Det ger god produktivitet i presslinjen och bidrar till längre verktygslivslängd.
Legering och presskrav: Hårdare legeringar och högre pressförhållanden ökar slitaget på verktyget på grund av högre värmeutveckling. Det kan kräva verktygsstål med högre prestanda, kvävekylning eller ytterligare ytbehandlingar.
Värme- och ytbehandling: Nitrering samt CVD- och PVD-beläggningar kan förlänga verktygets livslängd, men innebär också en högre initial investering.
Verktygsjustering: Iterativa justeringar, eller fintrimning efter provpressning eller produktionskörningar, kan ibland krävas för att uppnå ritningskraven, särskilt för komplexa eller kritiska profiler.
Stora och medelstora profiler pressas genom enfacksverktyg för att kontrollera materialflödet och säkerställa snäva toleranser. Mindre profiler kan pressas i flerfacksverktyg med upp till 16 kanaler, vilket ökar produktiviteten vid större volymer.
Våra ingenjörer utvärderar presskraft, legering, geometri och hantering efter pressning för att rekommendera rätt antal fack och balansera materialflödet mellan kanalerna, så att resultatet blir jämnt och konsekvent.
Vanliga frågor om pressverktyg
Pressverktyg tillverkas av härdat verktygsstål som väljs ut för hög slitstyrka och god termisk stabilitet. Den specifika stålkvaliteten anpassas efter legeringen som strängpressas och den förväntade produktionsvolymen.
Värmebehandling och ytbehandlingar, som nitrering eller CVD-beläggningar, används för att ytterligare förlänga verktygets livslängd.
För små och symmetriska profiler kan vi ta fram flerkavitetsverktyg med upp till 16 kanaler. Antalet kaviteter beror på profilens geometri, presskraft och möjligheterna i efterföljande hantering.
Flerkavitetsverktyg ökar produktiviteten genom att flera profiler produceras vid varje presscykel.
Solida profiler tillverkas med ett plant, skivformat verktyg med en bearbetad kavitet som motsvarar profilens tvärsnitt.
Ihåliga profiler kräver ett tvådelat verktyg. En dorn, som hålls på plats av en brygga, formar profilens inre hålrum, medan den yttre delen av verktyget formar profilens yttermått. Aluminiumet flödar runt bryggan och förenas igen under strängpressningen, vilket skapar den ihåliga profilen.
Verktyg för ihåliga profiler är mer komplexa att konstruera och tillverka, vilket påverkar både kostnad och ledtid.
Ja. Efter provpressning justerar vi verktyget för att fintrimma materialflödet och uppnå överenskomna toleranser.
Vi specificerar och applicerar även ytbehandlingar, inklusive nitrering, nitrokarburering samt CVD- och PVD-beläggningar, baserat på profil, legering och förväntad produktionsvolym.
Kostnaden beror på profilens komplexitet, profilstorlek, antal kaviteter, krav från legering, vald kvalitet på verktygsstål samt behov av värme- och ytbehandlingar. Enkla solida profiler är generellt billigare än komplexa ihåliga profiler.
Flerkavitetsverktyg har en högre initial kostnad, men kan ge en lägre kostnad per meter vid större volymer. Kontakta oss gärna för en projektspecifik offert.